Трех валковые ручные гибочные машины ( вальцы) предназначены для эксплуатации в условиях малых мастерских. В зависимости от модели 3-х валковые ручные станки этой серии могут гнуть листовую сталь различных марок толщиной от 0.4 мм до 1.2мм и длиной до 2 метров. Они могут быть использованы для гибки алюминия, при изготовлении водостоков и воздуховодов круглого сечения ,а так же фасонных частей прямоугольных воздуховодов.
Процесс обработки представляет собой гибку-прокатку листовой заготовки через валки агрегата.Готовые изделия могут иметь как замкнутый контур, так и открытый. Основная работа проделывается тремя валками, из которых нижний и боковой вращаются в прямом и обратном направлении, верхний вращается в прямом и обратном направлениях и перемещается вверх-вниз. Легкость в обслуживании достигается за счет простой и полностью разборной металлической конструкции станка. Наши вальцовочные станки подходят как для изготовления водосточных труб, так и для изготовления фасонных элементов воздуховодов!
_
Механические трехвалковые вальцы как правило имеют простую схему, работающую по симметричной схеме расположения валов, в следствии этого их чаще применяют при изготовлении элементов вентиляции или же водостоков на месте монтажа конструкций.
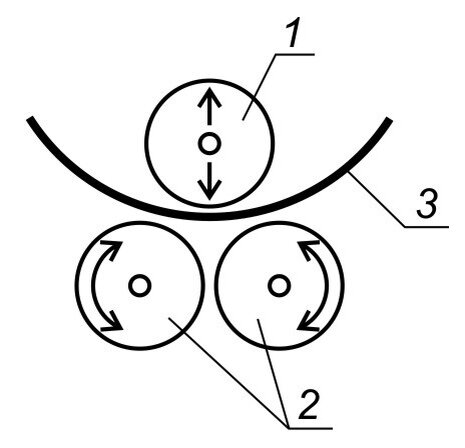
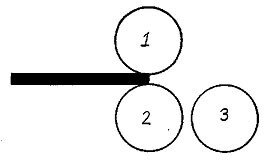
Работает такой станок по принципу обкатки заготовки вокруг верхнего валка, который в свою очередь является главным рабочим валом и диаметр его определяет минимальный радиус гиба заготовки. Настройки же и максимальный диаметр радиуса цилиндрического изделия производится регулировкой высоты верхнего вала, по отношению к нижним валам. Нижние валы располагаются статически при симметричной схеме и фактически закреплены на одинаковых расстояниях относительно верхнего вала (симметрия)
Ниже я приведу фотографию симметричного расположения валов.
Вальцы же с электроприводом работают по идентичной схеме, разница лишь в том, что их конструкция более массивна и способна в отличие от ручного оборудования обрабатывать листовой металл с более высоким пределом прочности, позволяя изготавливать изделия в промышленных масштабах.
Механические трехвалковые станки используются для обработки медных, алюминиевых, оцинкованных листов жести или тонколистового материала с более высоким максимальным пределом прочности.
У такой конструкции есть свои плюсы и минуcы. Минус в том, что при обработке металла на краях у заготовки могут остаться небольшие прямые участки. Бывает, что их можно устранить, подложив в место разрыва жестянку, однако, чтобы нивелировать это, стали использовать в производстве асимметричную схему, которую вы можете увидеть на картинке ниже.
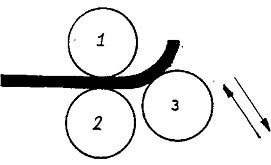
Вообще есть более простые конструкции трехвалковых вальцовочных станок с одним регулируемым нижним валом, но также есть достаточно более сложные в устройстве, у которых подвижных валов 2 и более. Основной особенностью такой схемы является то, что нижний вал может смещаться по отношению к основному рабочему валу под определенным углом к вертикальной/горизонтальной плоскости. Эта схема позволяет за счет неравномерной регулировки нижнего вала в итоге получать детали идеальной конической формы.
Если вы сомневаетесь в том, какой станок вам выбрать, можете обратиться в компанию Станки Урала. Создавая вальцовочные станки, мы закаливаем их и делаем со специальным не видимым для глаза утолщением посередине, чтобы при прокате у вас не было проблем с заготовками. На данном этапе наши вальцы СГ и АСГ-1300х0.8 и 1300х1.2 мм могут прокатывать нержавейку от 0.5 до 0.8 мм включительно. Большая часть вальцовочным станков на рынке состоят из буровой трубы или же обычной толстостенной трубы (их шлифуют и лишь только потом устанавливают на стойки). Это отработанный материал, он не долговечен и через 3 -4 месяца использования как правило приходит в негодность.
Какой станок выбрать: симметричный или ассиметричный?
Тут вам стоит выбрать самому, потому как работая на симметричном вальцовочном станке вам будет требоваться предварительная подгибка только с одной стороны листа, а вот работа на ассиметричном станке требует подгибки сразу с двух сторон. Симметрия обычно используется для обработки толстого листового металла, Ассиметрия- при работе на невысоком уровне сложности. Но стоит так же отметить, что асимметрия гораздо дешевле, чем симметрия.
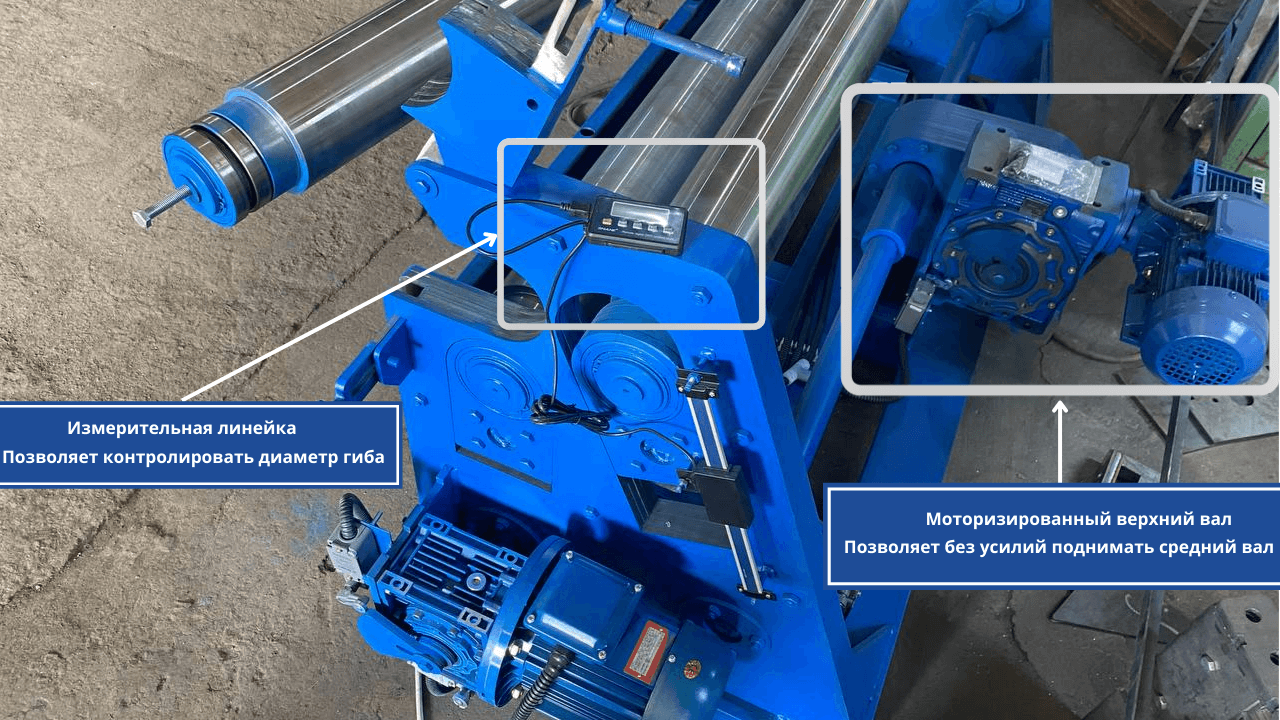
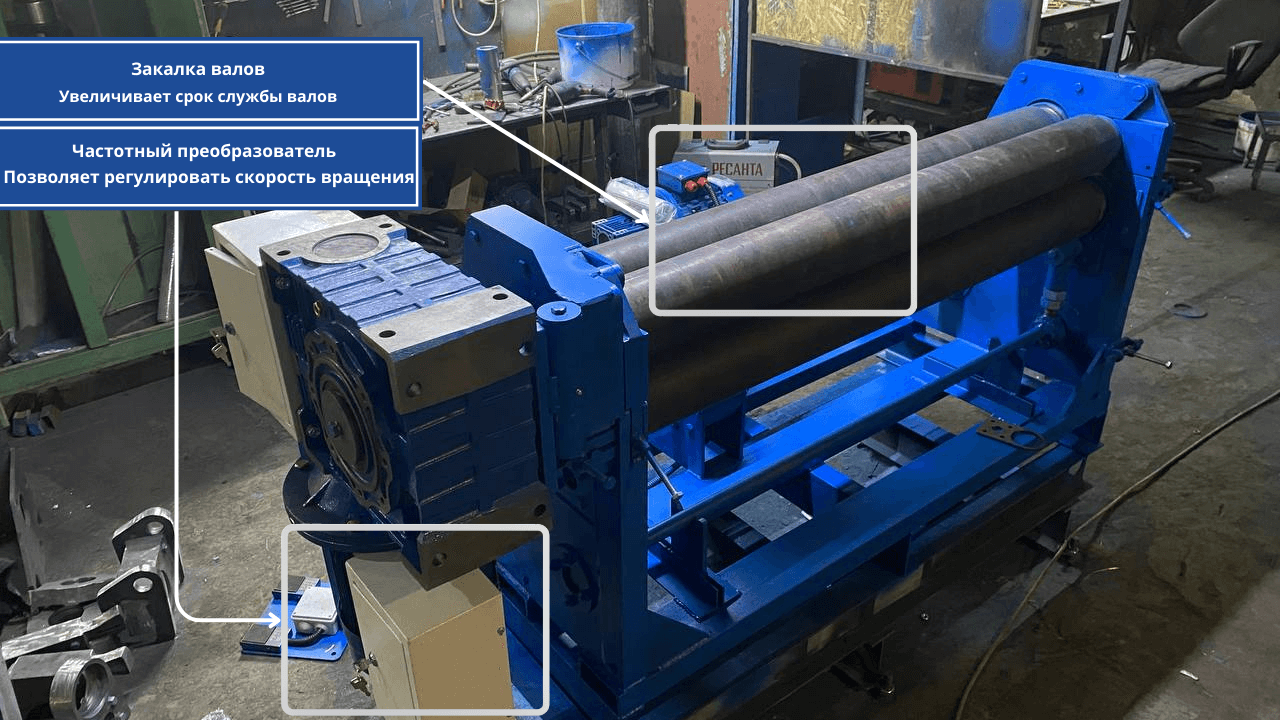
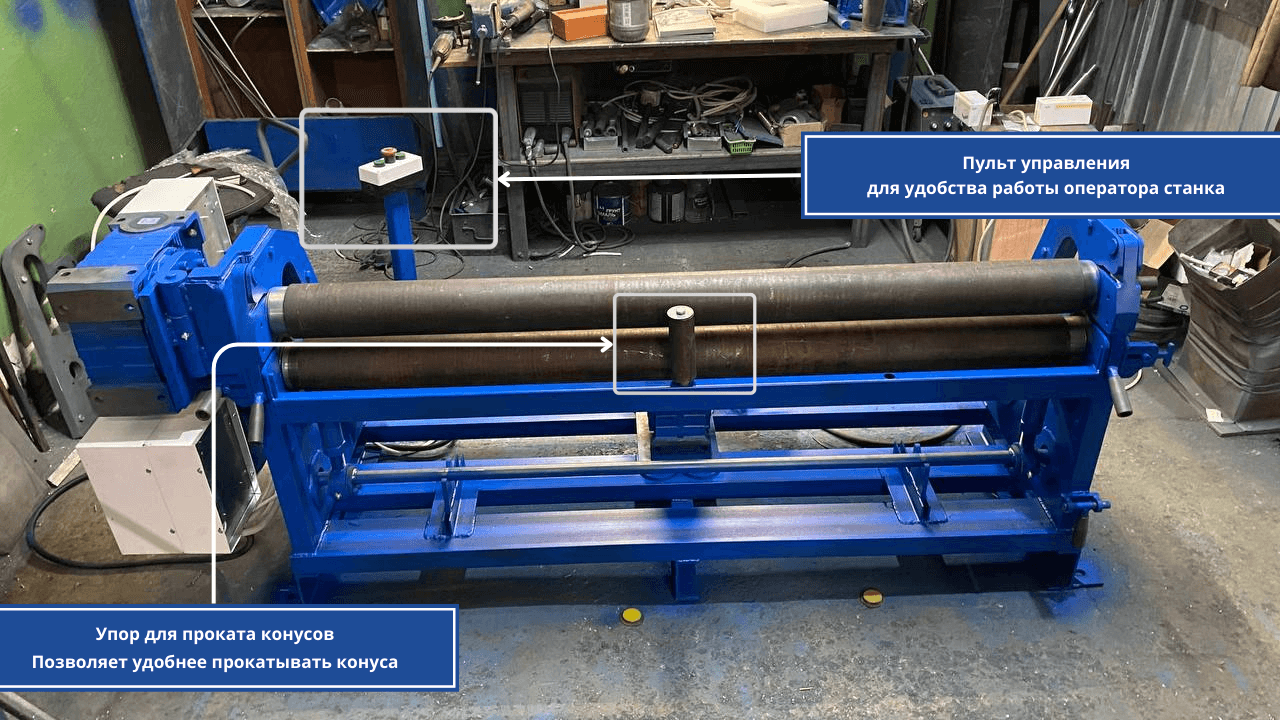
Доп.опции к вальцовочным станкам: