
Питтсбургский фальц (шов) – способ производства воздуховодов прямоугольного сечения, в особенности прямых участков и фасонных деталей, по-другому называемый “Американкой”.
Для производства данного шва прекрасно подходят фальцепрокатные станки с комплектом роликов для отбортовки внутренней части питтсбургского шва и дополнительными роликами для его ответной части.

При производстве Питтсбургского фальца очень часто применяют машинки для осадки фальца, позволяющие легко автоматизировать весь процесс закрытия шва, тем самым сэкономив кучу времени.

Стоит заметить, что такой метод является более красивым, нежели использование простого пневмомолотка.
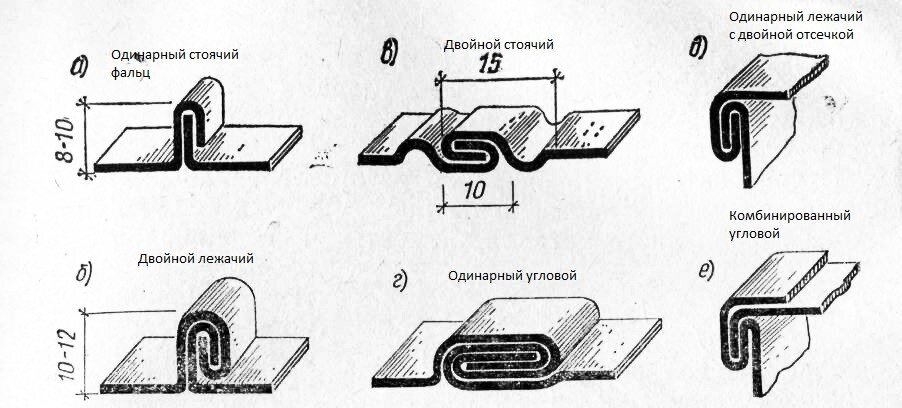
Существует великое множество швов, изготовленных механическим способом с помощью фальцепрокатного станка. Это:
1. Лежачий фальц (продольный) используется для изготовления водосточных труб при прямоугольном и круглом сечении.
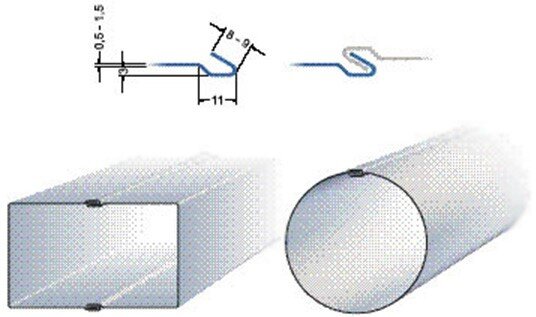
2. Питтсбургский фальц, о котором уже было сказано выше:
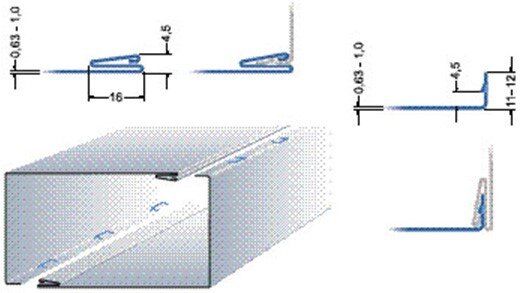
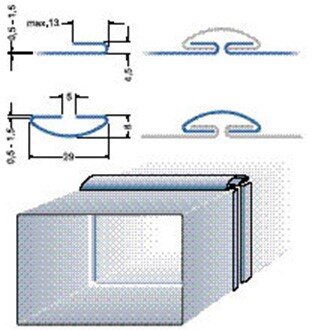
3. Защелочный фальц – применяется при сборке воздуховодов (метод наиболее эффективен так как для снижения транспортных расходов сборка происходит прямо на площадке)
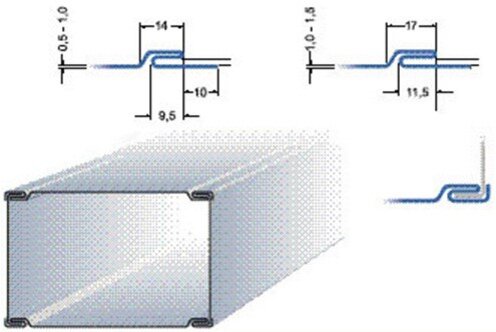
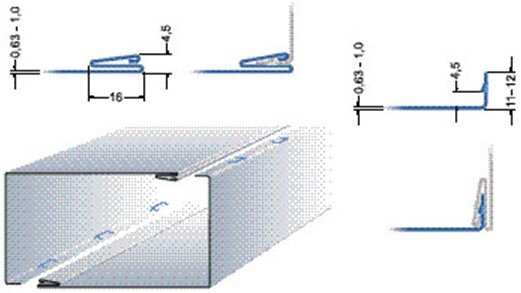
4. Закрытый угловой фальц – является пенальным способом соединения заготовок коробчатых конструкций при производстве прямых участков.
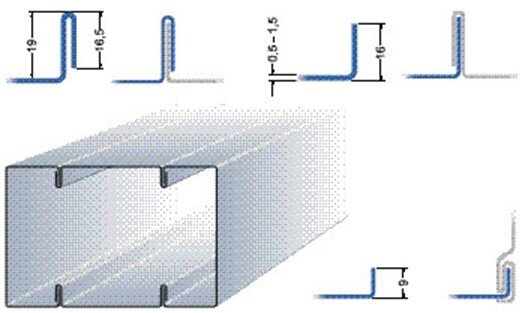
5. Стоячий фальц – является ответной частью Питтсбургского фальца. Этот вид соединения используется при продольном соединении картин и при изготовлении воздуховодов прямоугольного и большого сечения, потому как придает дополнительную жесткость конструкции
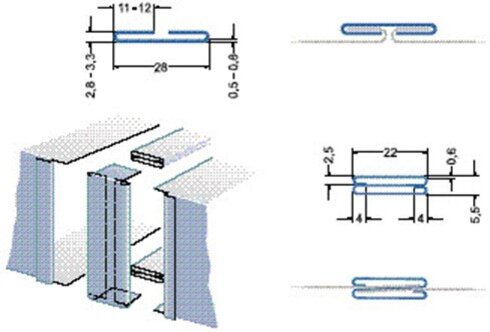
6. Так называемая “C” – рейка. Самый простой способ соединения воздуховодов прямоугольного сечения, гарантирующий снижение себестоимости продукции и позволяющий наиболее эффективно использовать пространство в узком помещении
7. “S” – шина, формирующий лучшее соединение, чем с использованием “С-рейки”, довольно-таки часто использующийся в условиях ограниченного доступа.
Однако, имеются и способы соединения швов вручную. В данном случае их вы сможете увидеть на картинке ниже:
Вы наверняка зададитесь вопросом: “Какова же последовательность операции при изготовлении лежачих фальцев вручную?”, но и на это у нас имеется ответ:
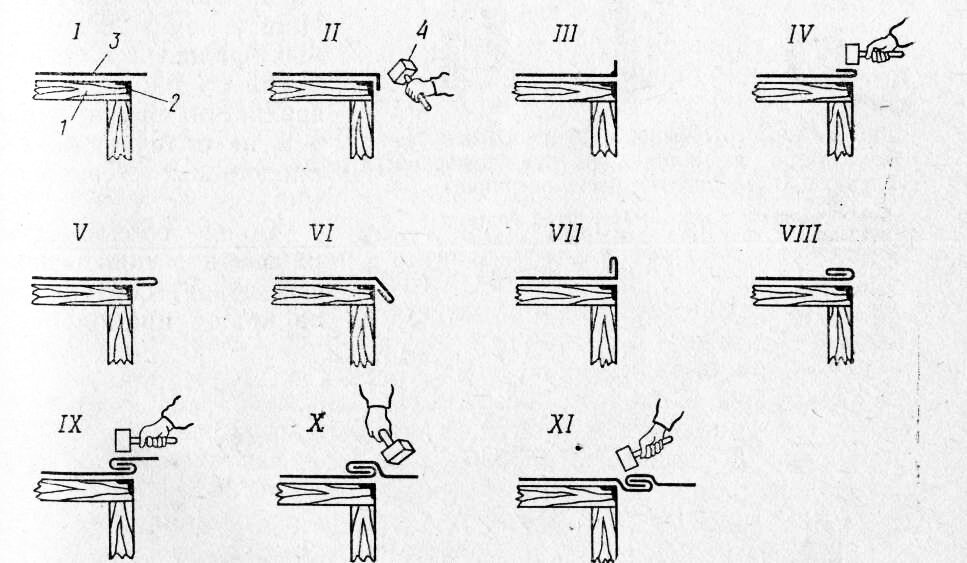
На рисунке вы можете заметить, что последовательность выполнения одинарного фальца выполняется за четыре операции, тогда как двойного за восемь. Соединение двух малых бортов в одинарный фальц или большого борта с малым в двойной фальц называют обжимкой или осадкой фальца. Оно выполняется за три операции, причем в десятой и одиннадцатой операциях с двух сторон фальцевого соединения образуются отсечки. Вы так же можете образовать фальц и с помощью специальной оправки, но это более сложно. Самым же тяжелым считается образование фальцевых соединений на цилиндрических поверхностях. Чтобы такое соединение было жестким, его предпочитают делать стоячим, но, увы, он получается менее герметичным, чем лежачий вариант. Последовательность этих операций демонстрирует картинка ниже:
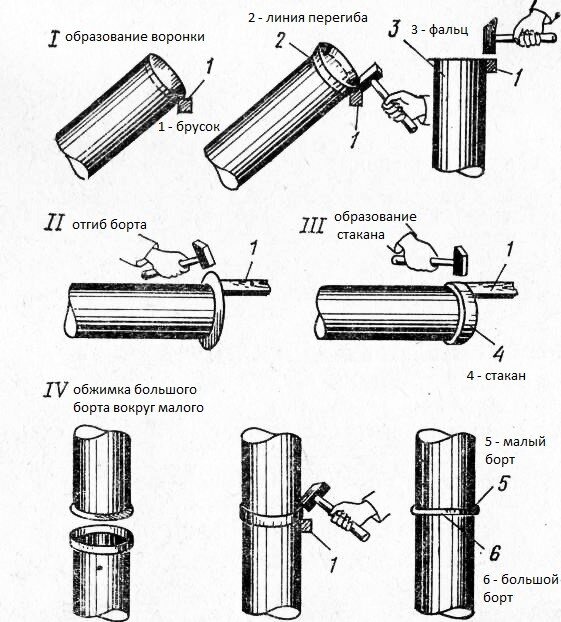
В данном случае по краю большей трубы – отгибают большой борт, меньшей трубы – малый борт. Предварительная операция образования воронки до полного отгиба борта крайне необходима во избежание разрыва кромки металла, что наблюдается при отгибе борта сразу без постепенной вытяжки металла во время образования воронки. Иначе говоря, отгиб борта осуществляется за две операции, причем большой борт по тем же соображениям выполняют за несколько поворотов трубы. И сразу же после образования большого борта его превращают в стакан ударами кровельного молотка на конце оправки, укрепленной на верстаке в виде консоли (обычно из куска рельса, имеющего головку округлой формы). Стоячий фальц путем постепенной обжимки большого борта вокруг малого также выполняют за несколько поворотов трубы. Так же возможно механизированное соединение фальцевых элементов с помощью пресса или прокаткой их в фальцеосадочных станках.
Как видите, вариантов изготовления фальца великое множество и при желании шов вы можете сделать, не прибегая к помощи механических инструментов, однако, последние, в свою очередь очень сильно облегчат вам работу на производстве, сэкономят кучу времени и сил. У нас же вы можете заказать любые виды станков для работы c фальцем. Наша компания специализируется на металлообрабатывающем оборудовании, производит только качественные станки, даёт гарантию на все оборудование и готова предоставить вам возможность для развития вашего бизнеса, доставив его в любую точку России и СНГ.